


當軸承的內徑大于70mm,或配合過盈較大時,采用加熱法使軸承孔膨脹,這樣安裝省力省時,也避免因施力過大而導致的損傷。這時需要控制的是加熱溫度,一般將軸承加熱至80℃,最高100℃就夠了。超過120℃就會導致軸承發(fā)生回火現象,致使套圈的硬度降低與精度降低。

常用的加熱方法有:
1.電熱板加熱法
將軸承放置載溫度為100℃的電熱板上幾分鐘即可,此法最為簡便,如翻轉幾次可使軸承受熱均勻,而且效率也高,大小軸承都可使用此。

2.電爐加熱法
將軸承置于封閉的自動控溫電爐內加熱,加熱均勻,控溫準確,加熱快,適于一批加熱很多軸承的場合。
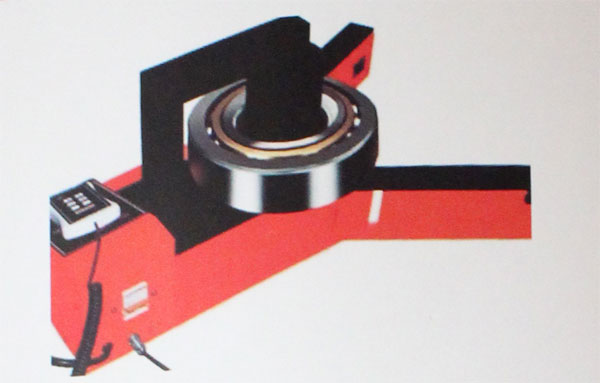
3.感應加熱法
利用感應加熱器可以快速,可靠而又干凈地將軸承加熱至所需溫度,這特別適合于內圈緊配合的場合,由于被加熱的知識內圈,而外圈受熱很少,這樣可以輕易裝于軸上,也容易裝入座孔中。
4.電燈泡加熱法
利用50W電燈泡加熱軸承,可保證加熱溫度在100℃左右,較小軸承可直接放在燈泡上,較大軸承可置于燈泡的錐形罩內,錐形罩可防燈泡熱量散失,并使加熱均勻。錐形罩上下可以調位,在一定的范圍內能適應加熱不同大小的軸承。如果采用遠紅外燈泡,注意燈泡方向應向下,以免紅外射線不利于人的眼睛。這種燈泡可以節(jié)能。燈泡加熱法適 用于數量少而不經常需;要對軸承加熱的場合,平時燈泡還可作照明用,此外不需要任何其他設備。
5.油槽加熱法
這是應用較廣的傳統(tǒng)加熱方法,油槽距底部50-70mm處設金屬網,軸承置于網上,大軸承要用鉤子吊起。軸承不宜直接放于槽底,以防接MJggg承部位局部受熱過高,或槽底沉淀的污物進入軸承。油槽
加熱法的注意要點如下,應使用無腐蝕性熱安定好的礦物油,最好是變壓器油,油和容器都應保持油結。油槽的容量應與被加熱軸承的大小和油量而定,如果容器太小,在連續(xù)操作時,在連續(xù)操作,一放入軸承油溫就會很少下降,效果就不好。
加熱安裝法的要點
(1)加熱的溫度要控制得宜,溫度過高軸承會受到損失,溫度高低則套圈膨脹不足,效果不顯著。80-100℃的加熱溫度所得的內圈內徑的熱膨脹量,這對于具有一般過量的軸承而言,已經是足夠了。
(2)一到達所要求的加熱溫度,就要盡快的進行安裝,以免冷卻而發(fā)生安裝困難。
?。?)軸承在冷卻時在寬度方向也有收縮,因此安裝時要施加一定的壓力將內圈向肩部壓緊,并且在冷卻后用極薄的塞尺試作檢測,是否在內圈端面與軸肩之見出現了間隙??傊瑒幼饕笫炀?、迅速和準確。
青島駿馳精工軸承有限公司為德國SFAG軸承的山東總代理,為企業(yè)做一站式軸承配送服務并提供軸承方面的技術支持。提供SKF,NSK,Nachi,SFAG,FAG,IKO等國外軸承及人本,哈爾濱、洛陽、瓦崗店等國內知名品牌軸承。軸承包括深溝球軸承,調心球軸承,圓錐滾子軸承,調心滾子軸承,圓柱滾子軸承,角接觸球軸承,滾珠絲杠軸承,滾針軸承,推力球軸承,帶座外球面軸承,直線軸承及指尖陀螺軸承等,歡迎各大企業(yè)來店洽談合作。
